

Hjem
>
Produkt > Sundhedspleje > Hospital kommercielt medicinsk udstyr > Medicinsk blodsukkermålerstøbning
Produkt
- Kernetilpasningstjeneste
- Sundhedspleje
- Elektroniske apparater og instrumenter
- Forme til mødre og børn
- Fritidssport
- Boligindretning Art
- Auto tilbehør
- Transport og lager
- Belysningsarmaturer
- Byggeudstyr
- Emballage produkt
- Uddannelse og laboratorier
- Bagagetilbehør til tøj
- Pleje og rengøringsmidler
- Landbrug & Skovbrug
- Mekanisk udstyr
- Kæledyrsartikler
- Køkkengrej






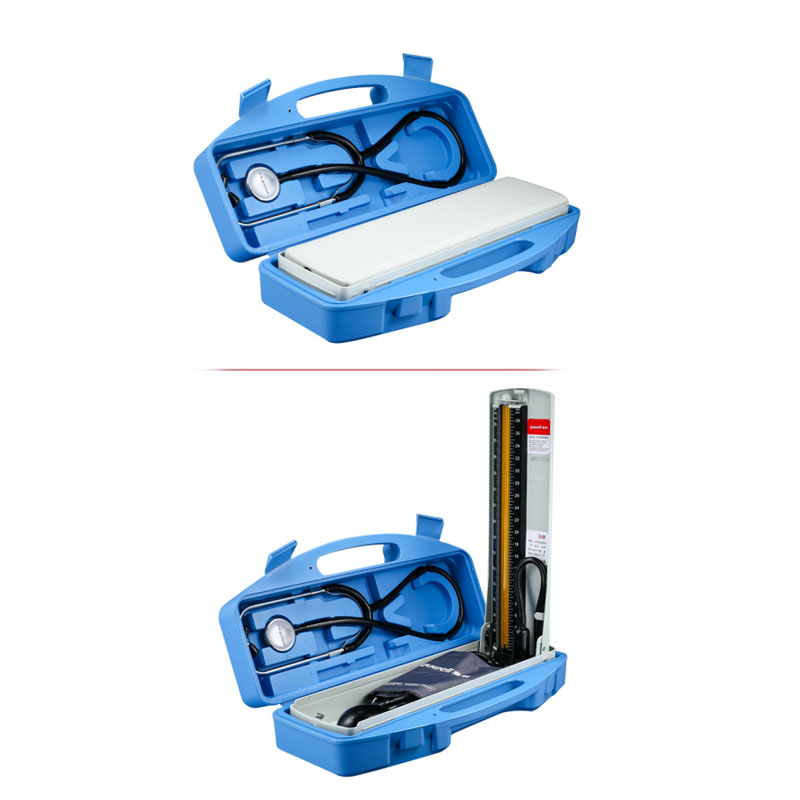
Medicinsk blodsukkermålerstøbning
Ningbo (P&M) Plastic Metal Products Co., Ltd. har 17 års skimmelproduktionsteknologi og kan tilpasse blodsukkermålerforme. Vi leverer professionelle tilpassede medicinske blodsukkermålerstøbningstjenester, og vi er en professionel blodsukkermålerformproducent. Vi har tilstrækkelig erfaring med at vælge produktråmaterialer og formmaterialer. I processen med at tilpasse blodsukkermålerforme kan vores fabrik levere one-stop service. Vi har design- og produktionsfunktioner relateret til blodsukkermålere, såsom: CAD -design, formproduktion, injektionsstøbning, produktion af plastproduktion, samling og andre teknologier. Tic produktproduktion, samling og andre teknologier.
Send forespørgsel
Produkt beskrivelse
Derudover har vores firma etableret samarbejdsrelationer med plastiske råmaterialeleverandører, trykproducenter osv. For at sikre levering af råvarer og udskrivningskvalitet. Gennem vores rige oplevelse og perfekte forsyningskæde kan vores virksomhed give kunderne tilpassede medicinske blodglukosemålerstøbningsprodukter for at imødekomme deres specifikke behov. På samme tid har vi 10 års professionel erfaring med udenrigshandel, forstå den udenrigshandelsproces og bedre tjene vores kunder. For blodglukosemålerprodukter kan vi fremstille tilsvarende plastdele, der hovedsageligt udføres gennem injektionsforme.

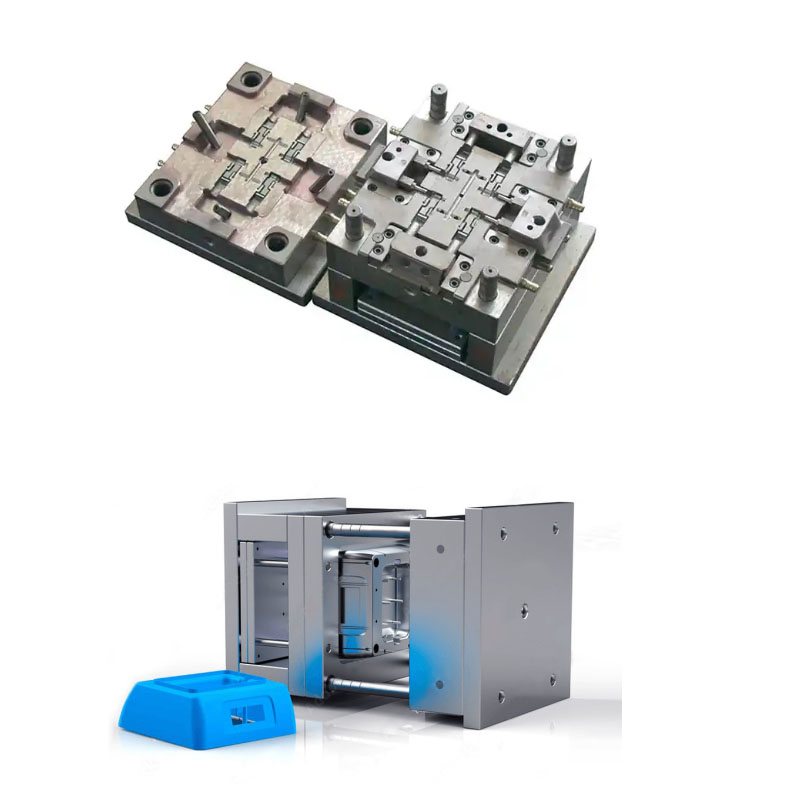
Produktionen af injektionsforme til blodtryksmålere skal være baseret på præcisionsfremstillingsbehov og industristandarder for medicinsk udstyr
Nøglepunkter for mugstrukturdesign:
1. Design Structure Design Optimization
Skilleoverfladebehandling: I henhold til de geometriske egenskaber ved blodtrykmålerskallen (såsom ikke-lukkede buede overflader, skruesøjlepositioner osv.), Vedtages et flerparts overfladedesign for at sikre glat dæmning og reducere påvirkningen af afskedslinjen på udseendet.
Sliderens kerneudtrækningsmekanisme: For laterale huller eller halvcirkelformede hak (såsom sensorgrænseflader, knaphuller osv.) Skal en skyder drevet af en skrå styringskolonne designes, og en slidbestandig blok er konfigureret til at øge levetiden.
2. design af støbningssystem
Valg af port: Brug fortrinsvis en fin port til at dreje til sideporten for at fodre limen for at undgå eksponering af portmærket. Det er normalt indstillet i den nedre kant af vinduet eller den ikke-udseendelsesoverflade for at sikre, at smelten er jævnt fyldt.
3. løberlayout: Den sekundære løber skal designes som en plan struktur for at reducere strømningsmodstand og afbalancere fyldtrykket for flere hulrum.
4. afkøling og udstødningssystem
Varmeafledningsdesign: Embeddede kobbervarme ledningsplader (arrangeret i flere grupper) og varmeafledningsfinner kombineret med ventilatorer for at fremskynde luftstrømmen i formen og forkorte afkølingstiden med ca. 20%.
Udstødningsoptimering: 4-6 skrå udstødningsriller (dybde 0,02-0,03 mm) er indstillet i slutningen af smeltet for at undgå forbrænding eller materiel mangel forårsaget af fanget luft
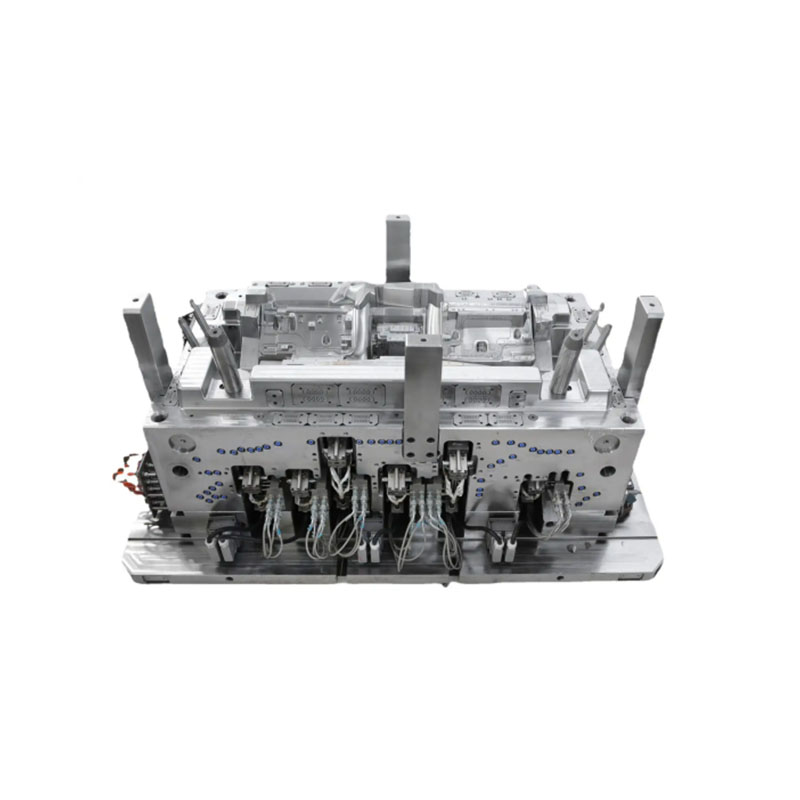
Formmateriale og forarbejdningsteknologi:
1. Valg af formstål
Hulrummet/kernen bruger NAK80 (forudhærdet spejlstål, hårdhed HRC38-41) eller S136 (korrosionsbestandigt rustfrit stål) under hensyntagen til høj finish og langvarig stabilitet.
Vores formvalg af skimmel stål: P20 718 S136 H13
Skyderen slidblokken bruger 2510 stål, og overfladen åbnes med oliespor til smøring for at reducere friktionstab.
2. Præcisionsbearbejdningsteknologi
CNC -bearbejdning: bearbejdning af hulrumsoverfladen med en nøjagtighed på ± 5μm med fokus på de områder, der er tilbøjelige til at forme klæbende, såsom skruesøjler og knoglestillinger.
Elektro-spark-bearbejdning: Bruges til mikrohuller (diameter <1 mm) og kompleks flowkanalstøbning, hvilket sikrer dimensionel tolerance ≤0,02mm.
3. overfladebehandling
Poleret til RA0.025μm spejlkvalitet kræver medicinsk kvalitet kromplader eller titaniumnitridbelægning for at forbedre korrosionsbestandighed og demolding ydeevne
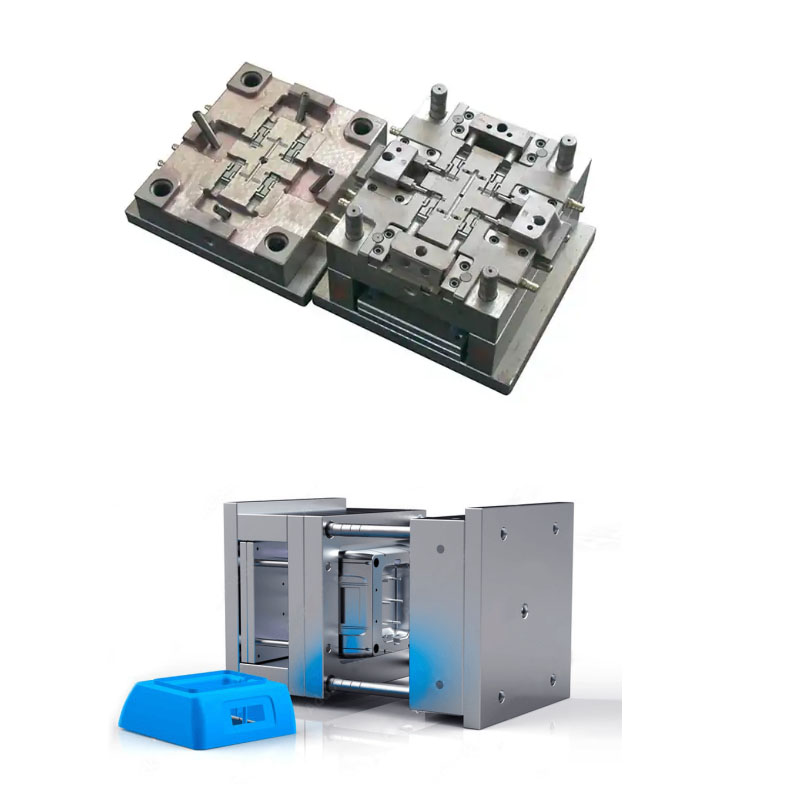
Formmontering og fejlsøgning:
1. Konfiguration af ejektorsystem
Ejector-blokken (hovedkraftoverfladen) + ejektor-ærme (kolonneudsprøjtning) + φ4mm ejektorstift (skrå understøttelse) kombination bruges til at forhindre deformation af tyndvæggede dele.
Ejector-slagtilfælde skal kontrolleres med 70% -80% af plastens delhøjde for at undgå brud eller rester.
2. Moldtestparameteroptimering
Holdtryk: ABS-materiale anbefales at holde 60-80MPa for at kompensere for krympning og reducere krympemærker.
Formstemperaturkontrol: 50-60 ℃ For den forreste form og 40-50 ℃ for bagmen for at afbalancere kølehastigheden og den indre stress
Resumé: Injektionsformen af blodtryksmåleren skal tage højde for præcision, holdbarhed og medicinsk overholdelseskrav. Kernen ligger i skilleoverfladen og skyderdesign, valg af materiale og varmeafledningoptimering
Blodglukosemålerform
Vi er en blodsukkermålerformproducent, der leverer fremstilling af blodsukkermåler i høj kvalitet. Så længe du vil tilpasse/udvikle blodglukosemålerprodukter, kan du finde os. Vi har professionel injektionsformdesign og moden fremstillingsteknologi, der giver dig one-stop service, fra produktdesign-mold-produktproduktproduktionsproduktemballageprodukttransport, vi kan hjælpe dig i hvert link. Så længe du kommer til os, vil vi give dig den ultimative service og tilfredsstille dig med hensyn til produktkvalitet, produktionstid, informationsdialog osv.
|
Produktnavn |
Shaver -støbning |
|
Pls leverer |
2d, 3d, prøver eller størrelsen på Multi-vinkelbillederne |
|
Formtid |
20-35 dage |
|
Produkttid |
7-15 dage |
|
Form præcision |
+/- 0,01 mm |
|
Form Life |
50-100 millioner skud |
|
Producerende proces |
Revisionstegninger - Formstrømningsanalyse - Designvalidering - Brugerdefinerede materialer - Formforarbejdning - Kernebehandling - Elektrodeskift - løber -system Behandling - Dele -behandling og indkøb - Bearbejdning af bearbejdning - hulrum Overfladebehandlingsproces - kompleks tilstand die - hele Moldoverfladebelægning - Monteringsplade - Moldprøve - Prøvetest - Sending prøver |
|
Formhulrum |
Et hulrum, multi-hulrum eller det samme Forskellige produkter fremstilles sammen |
|
Formmateriale |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Runner System |
Hot Runner og Cold Runner |
|
Basismateriale |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Slutte |
Pitting ordet, spejl finish, Matte overflade, striae |
|
Standard |
Hasco, DME eller afhængig af |
|
Hovedteknologi |
Fræsning, slibning, CNC, EDM, ledning Skæring, udskæring, EDM, drejebænke, overfladefinish osv. |
|
Software |
CAD, Pro-E, UG Design Tid: 1-3 dage (normale omstændigheder) |
|
Produktmateriale |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Kvalitetssystem |
ISO9001: 2008 |
|
Etablere tid |
20 dage |
|
Udstyr |
CNC, EDM, afskæring Maskine, plastikmaskiner osv. Plastikkuffert form Zhe Jiang |


Plastikinjektionsformning

Specifikationer for plaststøbning

Skimmeldesign:




Transaktionsproces:

Formprøvning:


Produktemballage

Fabrik
Vi er brugerdefineret plastikformfabrik. Vores fabrik er plastikinjektionsformproducent. Vi har 17 års erfaring med professionel brugerdefineret plastikform og 10 års erfaring med udenrigshandel. Vi er brugerdefineret plastikformeleverandør. Vi kan levere brugerdefineret plastformstjeneste. Vores fabrik kan fremstille de injektionsformede plastdele, og kvaliteten af produkterne tilfredsstiller dig.
Vi har mere end 50 avancerede maskiner og hundreder af ingeniører og designere. Vi kan levere one -stop service, fra produktdesign - formfremstilling - produktproduktion - produktemballage - transport. Vi har en komplet produktionskæde. Vi kan opfylde alle dine krav.
Tjenester, vi leverer:
Professionel brugerdefineret skimmeltjeneste, plastformdesign og fremstilling. Plastisk produktproduktion, produktdesign, mugdesign, blæsertilpasning, tilpasning af rotationsform, tilpasning af støbning af form. 3D -udskrivningstjenester, CNC -fremstillingstjenester, produktemballage, tilpasset emballage, forsendelsestjenester.










Vi overholder altid principperne for kvalitet først og tid først. Mens de giver kunderne produkter af højeste kvalitet, prøv at maksimere produktionseffektiviteten og forkorte produktionstiden. Vi er stolte af at fortælle enhver kunde, at vores virksomhed ikke har mistet nogen kunde siden det er etableret. Hvis der er et problem med produktet, vil vi søge en løsning aktivt og tage ansvar til slutningen.

FAQ
Q1: Er du handelsfirma eller producent?
A: Vi er producenter.
Q2. Hvornår kan jeg få citatet?
A: Vi citerer normalt inden for 2 dage efter, at vi har fået din forespørgsel.
Hvis du er meget presserende, skal du ringe til os eller fortælle os i din e -mail, så vi først kan citere for dig.
Q3. Hvor lang er ledetiden for skimmel?
A: Det hele afhænger af produkternes størrelse og kompleksitet. Normalt er ledelsestiden 25 dage.
Q4. Jeg har ingen 3D -tegning, hvordan skal jeg starte det nye projekt?
A: Du kan levere os en støbningsprøve, vi hjælper dig med at afslutte 3D -tegningsdesignet.
Q5. Før afsendelse, hvordan kan man sikre dig, at produkternes kvalitet?
A: Hvis du ikke kommer til vores fabrik og ikke har tredjepart til inspektion, vil vi være som din inspektionsarbejder.
Vi leverer dig en video til produktionsprocesdetaljer inkluderer procesrapport, produktstørrelsesstruktur og overfladedetaljer, pakningsdetaljer og så videre.
Q6. Hvad er dine betalingsbetingelser?
A: Formbetaling: 40% depositum med T/T på forhånd, 30% anden formbetaling, før du sender de første forsøgsprøver, 30% formbalance, når du er enig i de endelige prøver.
B: Produktionsbetaling: 50% depositum på forhånd, 50%, før de sender de endelige varer.
Q7: Hvordan gør du vores forretning på lang sigt og godt forhold?
A: 1. Vi holder god kvalitet og konkurrencedygtig pris for at sikre, at vores kunder drager fordel af produkter af bedste kvalitet.
2. Vi respekterer enhver kunde som vores ven og vi gør oprigtigt forretning og får venner med dem, uanset hvor de kommer fra.
Hot Tags: Medicinsk blodsukkermålerstøbning, Kina, producent, leverandør, fabrik, tilpasset, engros, køb, kvalitet, seneste salg, lavet i Kina
Relateret kategori
Hjemmesundhedsudstyr
Sundhedsmassageprodukter til hjemmebrug
Hjem Medicinsk Rehabiliteringsudstyr
Udstyr til hjemmepleje
Hospital Home Medical Equipment
Hospital kommercielt medicinsk udstyr
Nyt medicinsk udstyr
Veterinærartikler
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.








