

Hjem
>
Produkt > Kernetilpasningstjeneste > Brugerdefineret støbning > Plastikinjektionsknapstøbning
Produkt
- Kernetilpasningstjeneste
- Sundhedspleje
- Elektroniske apparater og instrumenter
- Forme til mødre og børn
- Fritidssport
- Boligindretning Art
- Auto tilbehør
- Transport og lager
- Belysningsarmaturer
- Byggeudstyr
- Emballage produkt
- Uddannelse og laboratorier
- Bagagetilbehør til tøj
- Pleje og rengøringsmidler
- Landbrug & Skovbrug
- Mekanisk udstyr
- Kæledyrsartikler
- Køkkengrej









Plastikinjektionsknapstøbning
Ningbo (P&M) Plastic Metal Products Co., Ltd. har 17 års skimmelproduktionsteknologi og kan tilpasse plastikinjektionsknapstøbning. Vi leverer professionel tilpasset plastikinjektionsknapstøbningstjenester, og vi er en professionel plastikinjektionsknapstøbningsproducent. Vi har tilstrækkelig erfaring med at vælge produktråmaterialer og formmaterialer. I processen med tilpasning af plastisk injektionsknapstøbning kan vores fabrik levere one-stop service. Vi har design- og produktionsfunktioner relateret til plastikinjektionsknapstøbning, såsom: CAD -design, formproduktion, injektionsstøbning, produktion af plastproduktion, samling og andre teknologier.
Send forespørgsel
Produkt beskrivelse
Derudover har vores firma etableret samarbejdsrelationer med plastiske råmaterialeleverandører, trykproducenter osv. For at sikre levering af råvarer og udskrivningskvalitet. Gennem vores rige oplevelse og perfekte forsyningskæde kan vores virksomhed give kunderne høj kvalitet tilpasset plastikinjektionsknapstøbningsprodukter for at imødekomme deres specifikke behov. På samme tid har vi 10 års professionel erfaring med udenrigshandel, forstå den udenrigshandelsproces og bedre tjene vores kunder. Ved støbningsprodukter til plastisk injektionsknap kan vi fremstille tilsvarende plastdele, som hovedsageligt udføres gennem injektionsforme.
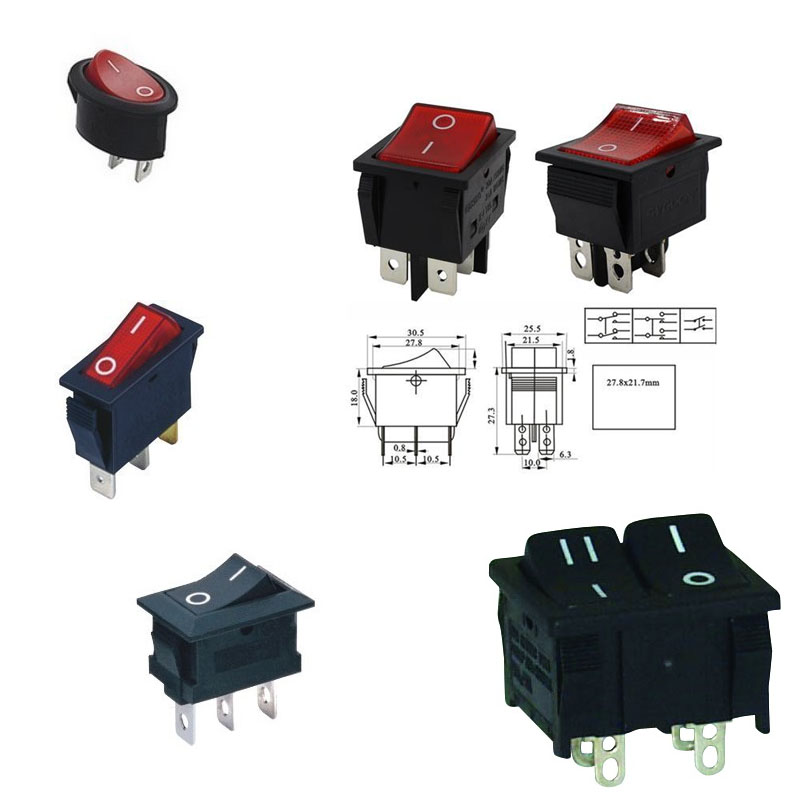


Støbningsprocessen til knapper med plastisk injektionsstøbte knapper eksemplificerer de høje krav til præcision og æstetik. Selvom små knapper integrerer strukturelt design, præcisionsforme, materialevidenskab og omhyggelig håndværk, stiller ekstremt høje krav til producenternes omfattende muligheder.
Følgende er en detaljeret støbningsproces til støbning af knapindsprøjtning, der specifikt fremhæver forskellene og centrale fokusområder sammenlignet med storskala injektionsstøbning.
Plastikinjektionsknapstøbningsproces
Fase 1: Valg af design og materiale
Dette er grundlaget for at bestemme knappens fornemmelse, udseende og funktionalitet.
Nøgleproduktdesignpunkter:
Ensartet vægtykkelse: Typisk 1,2 mm - 2,0 mm. Ujævn vægtykkelse kan føre til krympning, fordrejning og intern stress.
Udkast til vinkel: Tilstrækkelig trækvinkel (typisk 0,5 ° - 1,5 °) er påkrævet for at lette udkast og forhindre overfladeskade.
PRELOAD REJSE OG LATCH: Designet skal omfatte tilstrækkelig rejseplads og en dæmpende struktur til knapprimering og en pålidelig lås til sikker installation.
Sprue (gate) placering: skal være placeret på en ikke-udstrålig overflade eller på et skjult sted, typisk i bunden eller siden af knappen. Aldrig på fronten af knappen.
Valg af materiale:
ABS: Det mest almindeligt anvendte materiale, der tilbyder fremragende samlet ydelse, let farvning og en overflade, der kan elektroplateres eller males. Det bruges til de fleste apparatsknapper.
PC (polycarbonat): Høj styrke og gennemsigtighed, der er egnet til knapper, der kræver høj påvirkningsmodstand eller et gennemsigtigt vindue.
PMMA (akryl): Ekstremt gennemsigtig og blank, velegnet til avancerede lysstyringsknapper.
TPE/TPU (blød gummi): Bruges til overmoldede knapper eller skridsikker overflader, der giver et blødt touch, typisk ved hjælp af en sekundær injektionsstøbning (overmolding) proces.
POM (polyoxymethylen): Fremragende slidstyrke og selvsmøregenskaber, der er egnet til knapper, der kræver lang levetid og højfrekvent drift (såsom tastaturtaster).
Fase to: Formdesign og fremstilling
Knapforme er et kendetegn ved præcisionsforme, og deres bearbejdningsnøjagtighed påvirker direkte knapkvalitet.
Højpræcisionshulrum:
Hulrummet skal spejlpoliseres for at opnå den højest mulige finish (f.eks. VDI-klasse A0-A1), hvilket sikrer en fejlfri, blank knapoverflade.
For mat, frostet (f.eks. Læderkorn), CD -korn og andre effekter, er ætsning (flådning) påkrævet.
Miniaturisering og præcisionsbearbejdning:
Præcisionstrådskåret og spejl-finish EDM-processer bruges til at skabe små ribben, spænder og tekstmønstre.
Tekst og logoer på knapper er typisk indgraveret (konkav) i formen, hvilket resulterer i en hævet, slidbestandig finish på det støbte produkt.
Hot Runner System:
En nåle-ventils hotdyse anvendes ofte, der styrer tidspunktet for sprøjtestøbning, hvilket sikrer et udseende af høj kvalitet og eliminerer portmærker.
For forme med flere hulrum sikrer varme løbere ensartet fyldning af hvert hulrum og ensartet størrelse og farve på tværs af alle knapper.
Udstødningssystem:
Præcise udstødningsriller (typisk 0,015-0,02 mm dyb) skal oprettes. Ellers kan fanget luft forårsage lokal forbrænding (gulfarvning, sorte pletter) eller ufuldstændig påfyldning af knappen.
Ejector -system:
Ejector -stifter skal være ekstremt små og placeret i skjulte placeringer (såsom den indre væg på knappen eller under ribbenene). Ingen udkastmærker på den forreste overflade er tilladt. Sleeve-ejektorer eller gasassisteret udkast bruges undertiden til at undgå defekter.
Trin 3: Injektionsstøbningsproces
Målet med processtemning er at opnå et produkt med perfekt udseende, dimensionel stabilitet og lav intern stress.
Materiel håndtering:
Grundig tørring er vigtig! Materialer som ABS og PC skal tørres ved 80 ° C-100 ° C i 2-4 timer før injektionsstøbning for at forhindre sølvstrimler (materialesmær) og fugt.
Parametre for injektionsstøbning:
Høj formtemperatur: Brug af en højere formtemperatur (f.eks. 60 ° C-80 ° C til ABS) hjælper med at gentage formoverfladeskinnet, minimere svejsemærker og reducere intern stress.
Højhastigheds, højtryk: Højhastighedsinjektion bruges til hurtigt at fylde formhulen med smelten, hvilket perfekt replikerer de højglansede eller ætsede effekter på formoverfladen.
Højt rygtryk: Højt rygtryk påføres under skruens bagud rotation, hvilket sikrer mere ensartet plastisering og konsekvent farveblanding, hvilket forhindrer farveskift.
Lavt holdtryk: Der bruges et lavere holdtryk og tid. Fordi knapper er tynde, overdreven holdningstryk kan føre til overdreven intern stress og endda skimmel klæber.
Fase 4: Efterbehandling og kvalitetskontrol
Efterbehandling:
Gate: En arbejdstager eller robot trimmer præcist porten og udjævner den og efterlader ingen rester.
Sekundær behandling: Nogle knapper kan kræve UV-belægning (for slidstyrke), elektroplettering (til en metallisk finish) eller silkeskærm/lasergravering (til karakterudskrivning).
Kvalitetsinspektion (ekstremt streng):
100% udseendeinspektion: Under specifikke lysforhold inspiceres hver knap visuelt eller ved hjælp af et automatiseret visuelt inspektionssystem (AOI) til mindre defekter, såsom materielle pletter, sorte pletter, ridser, krympning, luftmærker og farve ujævnhed. Dette er et nødvendigt trin i knapproduktion.
Dimensionel inspektion: Nøgedimensioner såsom diameter, højde og låsedimensioner inspiceres ved hjælp af et 2D -billedmålingsinstrument eller mikroskop.
Følelse og funktionstest: Prøver testes for knapfølelse, hvilket sikrer selv tryk, glat springback og korrekt interaktion med de taktile switches på PCB.
Levningstest: Batchprøver testes for knap levetid (f.eks. Titusinder til millioner af presser) for at sikre holdbarhed.
Miljøforsøg: Materialer er sikret at overholde miljøstandarder såsom ROHS og Reach.
Vi er en plastik-injektionsknapstøbningsproducent, der leverer fremstilling af plastikindsprøjtning af plastikindsprøjtning. Så længe du vil tilpasse/udvikle plastikinjektionsknap -støbningsprodukter, kan du finde os. Vi har professionel injektionsformdesign og moden fremstillingsteknologi, der giver dig one-stop service, fra produktdesign-form-fremstillingsproduktproduktionsproduktemballageprodukttransport, vi kan hjælpe dig i hvert link. Så længe du kommer til os, vil vi give dig den ultimative service og tilfredsstille dig med hensyn til produktkvalitet, produktionstid, informationsdialog osv.
|
Produktnavn |
Løbebåndstøbning |
|
Pls leverer |
2d, 3d, prøver eller størrelsen på Multi-vinkelbillederne |
|
Formtid |
20-35 dage |
|
Produkttid |
7-15 dage |
|
Form præcision |
+/- 0,01 mm |
|
Form Life |
50-100 millioner skud |
|
Producerende proces |
Revisionstegninger - Formstrømningsanalyse - Designvalidering - Brugerdefinerede materialer - Formforarbejdning - Kernebehandling - Elektrodeskift - løber -system Behandling - Dele -behandling og indkøb - Bearbejdning af bearbejdning - hulrum Overfladebehandlingsproces - kompleks tilstand die - hele Moldoverfladebelægning - Monteringsplade - Moldprøve - Prøvetest - Sending prøver |
|
Formhulrum |
Et hulrum, multi-hulrum eller det samme Forskellige produkter fremstilles sammen |
|
Formmateriale |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Runner System |
Hot Runner og Cold Runner |
|
Basismateriale |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Slutte |
Pitting ordet, spejl finish, Matte overflade, striae |
|
Standard |
Hasco, DME eller afhængig af |
|
Hovedteknologi |
Fræsning, slibning, CNC, EDM, ledning Skæring, udskæring, EDM, drejebænke, overfladefinish osv. |
|
Software |
CAD, Pro-E, UG Design Tid: 1-3 dage (normale omstændigheder) |
|
Produktmateriale |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Kvalitetssystem |
ISO9001: 2008 |
|
Etablere tid |
20 dage |
|
Udstyr |
CNC, EDM, afskæring Maskine, plastikmaskiner osv. Plastikkuffert form Zhe Jiang |


Plastikinjektionsformning

Specifikationer for plaststøbning

Skimmeldesign:




Transaktionsproces:

Formprøvning:


Produktemballage

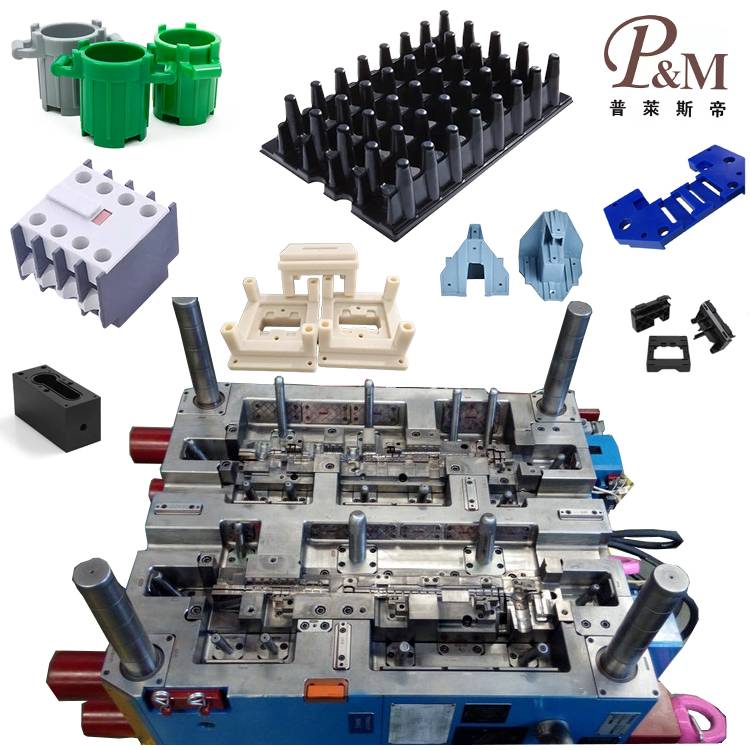
Fabrik
Vi er brugerdefineret plastikformfabrik. Vores fabrik er plastikinjektionsformproducent. Vi har 17 års erfaring med professionel brugerdefineret plastikform og 10 års erfaring med udenrigshandel. Vi er brugerdefineret plastikformeleverandør. Vi kan levere brugerdefineret plastformstjeneste. Vores fabrik kan fremstille de injektionsformede plastdele, og kvaliteten af produkterne tilfredsstiller dig.
Vi har mere end 50 avancerede maskiner og hundreder af ingeniører og designere. Vi kan levere one -stop service, fra produktdesign - formfremstilling - produktproduktion - produktemballage - transport. Vi har en komplet produktionskæde. Vi kan opfylde alle dine krav.
Tjenester, vi leverer:
Professionel brugerdefineret skimmeltjeneste, plastformdesign og fremstilling. Plastisk produktproduktion, produktdesign, mugdesign, blæsertilpasning, tilpasning af rotationsform, tilpasning af støbning af form. 3D -udskrivningstjenester, CNC -fremstillingstjenester, produktemballage, tilpasset emballage, forsendelsestjenester.










Vi overholder altid principperne for kvalitet først og tid først. Mens de giver kunderne produkter af højeste kvalitet, prøv at maksimere produktionseffektiviteten og forkorte produktionstiden. Vi er stolte af at fortælle enhver kunde, at vores virksomhed ikke har mistet nogen kunde siden det er etableret. Hvis der er et problem med produktet, vil vi søge en løsning aktivt og tage ansvar til slutningen.

FAQ
Q1: Er du handelsfirma eller producent?
A: Vi er producenter.
Q2. Hvornår kan jeg få citatet?
A: Vi citerer normalt inden for 2 dage efter, at vi har fået din forespørgsel.
Hvis du er meget presserende, skal du ringe til os eller fortælle os i din e -mail, så vi først kan citere for dig.
Q3. Hvor lang er ledetiden for skimmel?
A: Det hele afhænger af produkternes størrelse og kompleksitet. Normalt er ledelsestiden 25 dage.
Q4. Jeg har ingen 3D -tegning, hvordan skal jeg starte det nye projekt?
A: Du kan levere os en støbningsprøve, vi hjælper dig med at afslutte 3D -tegningsdesignet.
Q5. Før afsendelse, hvordan kan man sikre dig, at produkternes kvalitet?
A: Hvis du ikke kommer til vores fabrik og ikke har tredjepart til inspektion, vil vi være som din inspektionsarbejder.
Vi leverer dig en video til produktionsprocesdetaljer inkluderer procesrapport, produktstørrelsesstruktur og overfladedetaljer, pakningsdetaljer og så videre.
Q6. Hvad er dine betalingsbetingelser?
A: Formbetaling: 40% depositum med T/T på forhånd, 30% anden formbetaling, før du sender de første forsøgsprøver, 30% formbalance, når du er enig i de endelige prøver.
B: Produktionsbetaling: 50% depositum på forhånd, 50%, før de sender de endelige varer.
Q7: Hvordan gør du vores forretning på lang sigt og godt forhold?
A: 1. Vi holder god kvalitet og konkurrencedygtig pris for at sikre, at vores kunder drager fordel af produkter af bedste kvalitet.
2. Vi respekterer enhver kunde som vores ven og vi gør oprigtigt forretning og får venner med dem, uanset hvor de kommer fra.
Hot Tags: Plastikinjektionsknapstøbning, Kina, producent, leverandør, fabrik, tilpasset, engros, køb, kvalitet, seneste salg, lavet i Kina
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.








