

Hjem
>
Produkt > Kernetilpasningstjeneste > Brugerdefineret støbning > Støbning af injektion nylonbush
Produkt
- Kernetilpasningstjeneste
- Sundhedspleje
- Elektroniske apparater og instrumenter
- Forme til mødre og børn
- Fritidssport
- Boligindretning Art
- Auto tilbehør
- Transport og lager
- Belysningsarmaturer
- Byggeudstyr
- Emballage produkt
- Uddannelse og laboratorier
- Bagagetilbehør til tøj
- Pleje og rengøringsmidler
- Landbrug & Skovbrug
- Mekanisk udstyr
- Kæledyrsartikler
- Køkkengrej







Støbning af injektion nylonbush
Ningbo (P&M) Plastic Metal Products Co., Ltd. har 17 års skimmelproduktionsteknologi og kan tilpasse støbning af injektion Nylon Bush. Vi leverer professionel tilpasset støbningsinjektion nylon bush -tjenester, og vi er en professionel støbning af injektion nylon bush -producent. Vi har tilstrækkelig erfaring med at vælge produktråmaterialer og formmaterialer. I processen med at tilpasse støbning af injektion nylonbush kan vores fabrik levere one-stop service. Vi har design- og produktionsfunktioner relateret til støbning af injektions nylonbush, såsom: CAD -design, formproduktion, injektionsstøbning, produktion af plastproduktion, samling og andre teknologier.
Send forespørgsel
Produkt beskrivelse
Derudover har vores firma etableret samarbejdsrelationer med plastiske råmaterialeleverandører, trykproducenter osv. For at sikre levering af råvarer og udskrivningskvalitet. Gennem vores rige oplevelse og perfekte forsyningskæde kan vores virksomhed give kunderne tilpasning af nylonbush-produkter af høj kvalitet til at imødekomme deres specifikke behov. På samme tid har vi 10 års professionel erfaring med udenrigshandel, forstå den udenrigshandelsproces og bedre tjene vores kunder. Til støbning af injektions nylonbush -produkter kan vi fremstille tilsvarende plastdele, som hovedsageligt udføres gennem injektionsforme.

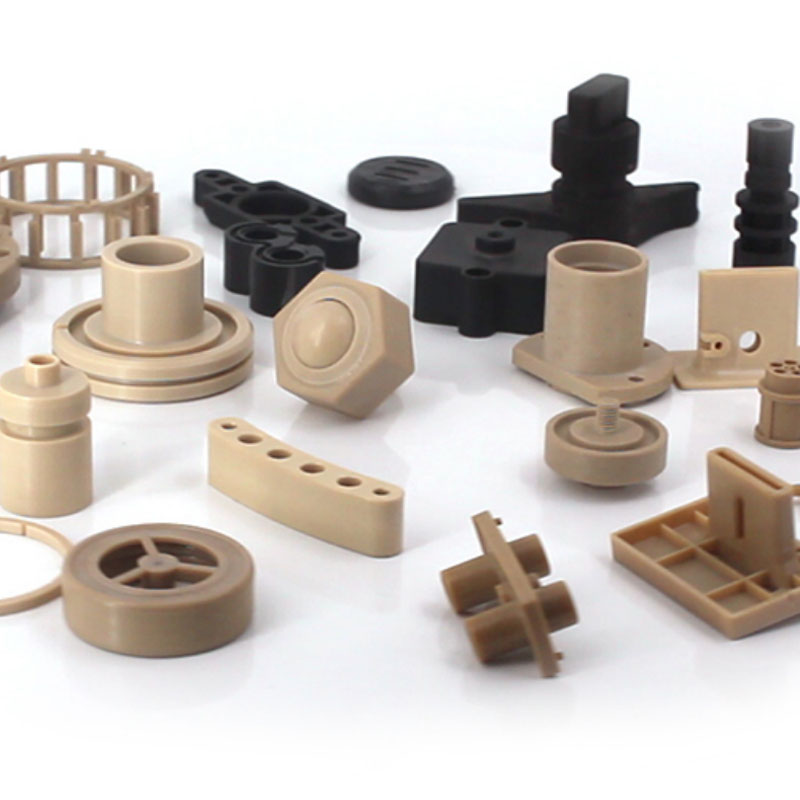

Nylon (polyamid, PA) er en meget almindeligt anvendt ingeniørplast. Dens fremragende slidbestandighed, høj mekanisk styrke, god selv-smøring og kemisk modstand gør det til et ideelt materiale til fremstilling af slidbestandige dele såsom bøsninger, gear og lejer. Imidlertid har dens injektionsstøbningsproces sine egne unikke krav.
Hele processen er opdelt i tre faser: præ-til-formningsforberedelse, injektionsstøbning og behandling efter til form. Hver fase kræver specialiseret behandling, der er skræddersyet til egenskaberne ved nylon.
Trin 1: Forberedning af forelægning - Kernen er "fugtforebyggelse"
Dette er det mest kritiske trin i succes med støbning af nyloninjektion, og nøglen ligger i grundigt at tørre råmaterialerne.
Valg af råmateriale og forbehandling:
Valg af materiale: Vælg den passende nylonkvalitet baseret på driftsbetingelserne i bøsningen (belastning, hastighed, temperatur osv.), Såsom PA6, PA66 (mest anvendt), PA46 (høj-temperaturresistent) eller forstærket nylon (såsom dem med tilsat glasfiber GF for øget styrke og varmemodstand).
Tørring og affugtning: Dette er et nødvendigt trin!
Årsag: Nylon er et meget hygroskopisk materiale. Det absorberer fugt fra luften. Hvis pellets, der indeholder fugt, injiceres direkte i formen, fordampes fugtigheden ved høje temperaturer, hvilket forårsager bobler og sølvstrimler på produktets overflade. Dette vil også forårsage polymerhydrolyse, hvilket resulterer i et fald i molekylvægt, hvilket påvirker produktets mekaniske styrke og sejhed.
Forarbejdning: Tørring udføres typisk i en tvungen luftovn eller affugter ved 80-100 ° C i 4-6 timer. For visse krævende produkter kan 120 ° C være påkrævet. Den materielle lagtykkelse må ikke overstige 30 mm.
Krav: Efter tørring skal pellets bruges øjeblikkeligt eller midlertidigt opbevares i en isoleret tragt (ca. 90 ° C) for at forhindre reabsorption af fugt. Re-tørre anbefales, hvis pellets udsættes for luft i mere end en halv time.
Formforberedelse:
Når man designer formen, skal den høje krympning (typisk 0,8%-2,0%, med forstærkede kvaliteter, der er meget mindre) og anisotropi af nylon, overvejes fuldt ud, og hulrumsdimensionerne skal beregnes nøjagtigt.
Da bøsninger typisk er cylindriske, bruger formen typisk en tre-plate form eller varm løber for at sikre punkt-gating, minimalt granmateriale og let fjernelse.
Løber- og portdesign skal sikre glat påfyldning og undgå overdreven forskydning, der kan forårsage nedbrydning af materiel.
Formkølesystemet skal være ensartet og effektivt for at sikre produktdimensionel stabilitet.
Fase II: Injektionsstøbningsproces - Kernen er "temperaturstyring" og "fodring."
Formidling og klemme: I lighed med konventionel støbning af injektion.
Injektion og holdtryk:
Tønnetemperatur: Nylon har et relativt højt smeltepunkt, og tøndentemperaturen er typisk indstillet mellem 240-290 ° C. Den specifikke temperatur afhænger af nylontypen (PA66 er 10-20 ° C højere end PA6), hvad enten det er forstærket og produktstrukturen. Over for høje temperaturer kan føre til nedbrydning, mens overdrevent lave temperaturer kan resultere i dårlig plastificering.
Formstemperatur: Det anbefales at bruge en formtemperaturregulator til at kontrollere formtemperaturen, typisk mellem 60-90 ° C.
Årsag: Højere formtemperaturer kan:
Reducer intern stress i delen, forebyggelse af deformation eller revner senere i processen.
Forbedre smeltestrøm, forebyggelse af underfyldning og kolde mærker.
Fremme krystallisation, hvilket resulterer i bedre mekaniske egenskaber.
Reducer krympemærker ved grænsefladen mellem tykke og tynde dele.
Injektionshastighed: Injektion af mellemstore til høj hastighed foretrækkes. Nylon har et tydeligt smeltepunkt og størkner hurtigt, så højhastighedsinjektion letter fyldning af tyndvæggede områder.
Hold pres og tid:
Holdtrykket bør ikke være for højt, generelt 60-80% af injektionstrykket.
Holdingstiden skal være lang nok til at kompensere for den volumetriske krympning af nylon på grund af krystallisationskrympning, hvilket forhindrer krympning af produktet og den indre huldeformation. Imidlertid vil overdreven holdetid øge den indre stress.
Afkøling og indstilling: Nylonkrystallisationsprocessen frigiver varme, så der kræves tilstrækkelig kølingstid til at sikre, at produktet er fuldt indstillet. Køletiden afhænger af vægtykkelsen.
Skimmelåbning og udkast: Efter afkøling har nylonbøsningen en stærk klemkraft, hvilket kræver et tilstrækkeligt trækvinkel og glatte muggvægge (brug om nødvendigt en frigørelsesmiddel). Udkastningssystemet skal være afbalanceret og ensartet for at forhindre hvidt eller deformation.
Fase 3: Post -for -for -forarbejdning - Kernen er "fugtighedsjustering" og "stabilisering."
Gate -behandling: Produktet fjernes med en robot eller manuelt, og porten er trimmet.
Fugtighed konditionering:
Formål: Dette er en efterbehandlingsproces, der er unik for nylonprodukter.
Lindrer intern stress: Forbedrer dimensionel stabilitet og sejhed og forhindrer sprød revner.
Opnår optimal ydeevne: Efter at nylon absorberer en vis mængde vand, når dens sejhed og påvirkningsstyrke deres højdepunkt (selvom stivhed og hårdhed vil falde lidt).
Metode: Blødlægges produktet i varmt vand (80-100 ° C) i en periode eller "kog" det i kogende vand i en periode (kogende behandling). Behandlingstiden varierer afhængigt af produktvægtstykkelsen og kan variere fra et par timer til over ti timer.
Inspektion:
Dimensionel inspektion: Nøgleinspektioner inkluderer kontrol af den indre diameter, den ydre diameter og rundhed for at sikre overholdelse af tolerancer.
Udseendeinspektion: Kontroller for defekter såsom bobler, sølvstrimler, forbrændingsmærker og krympning.
Performance -test: Prøver testes for slidstyrke og styrke.
Vi er en støbning af injektion nylonbush-producent, der leverer støbning af støbning af støbning af injektionsinjektion nylonbush. Så længe du vil tilpasse/udvikle støbning af injektions -nylonbush -produkter, kan du finde os. Vi har professionel injektionsformdesign og moden fremstillingsteknologi, der giver dig one-stop service, fra produktdesign-mold-produktproduktproduktionsproduktemballageprodukttransport, vi kan hjælpe dig i hvert link. Så længe du kommer til os, vil vi give dig den ultimative service og tilfredsstille dig med hensyn til produktkvalitet, produktionstid, informationsdialog osv.
|
Produktnavn |
Løbebåndstøbning |
|
Pls leverer |
2d, 3d, prøver eller størrelsen på Multi-vinkelbillederne |
|
Formtid |
20-35 dage |
|
Produkttid |
7-15 dage |
|
Form præcision |
+/- 0,01 mm |
|
Form Life |
50-100 millioner skud |
|
Producerende proces |
Revisionstegninger - Formstrømningsanalyse - Designvalidering - Brugerdefinerede materialer - Formforarbejdning - Kernebehandling - Elektrodeskift - løber -system Behandling - Dele -behandling og indkøb - Bearbejdning af bearbejdning - hulrum Overfladebehandlingsproces - kompleks tilstand die - hele Moldoverfladebelægning - Monteringsplade - Moldprøve - Prøvetest - Sending prøver |
|
Formhulrum |
Et hulrum, multi-hulrum eller det samme Forskellige produkter fremstilles sammen |
|
Formmateriale |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Runner System |
Hot Runner og Cold Runner |
|
Basismateriale |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Slutte |
Pitting ordet, spejl finish, Matte overflade, striae |
|
Standard |
Hasco, DME eller afhængig af |
|
Hovedteknologi |
Fræsning, slibning, CNC, EDM, ledning Skæring, udskæring, EDM, drejebænke, overfladefinish osv. |
|
Software |
CAD, Pro-E, UG Design Tid: 1-3 dage (normale omstændigheder) |
|
Produktmateriale |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Kvalitetssystem |
ISO9001: 2008 |
|
Etablere tid |
20 dage |
|
Udstyr |
CNC, EDM, afskæring Maskine, plastikmaskiner osv. Plastikkuffert form Zhe Jiang |


Plastikinjektionsformning

Specifikationer for plaststøbning

Skimmeldesign:




Transaktionsproces:

Formprøvning:


Produktemballage

Fabrik
Vi er brugerdefineret plastikformfabrik. Vores fabrik er plastikinjektionsformproducent. Vi har 17 års erfaring med professionel brugerdefineret plastikform og 10 års erfaring med udenrigshandel. Vi er brugerdefineret plastikformeleverandør. Vi kan levere brugerdefineret plastformstjeneste. Vores fabrik kan fremstille de injektionsformede plastdele, og kvaliteten af produkterne tilfredsstiller dig.
Vi har mere end 50 avancerede maskiner og hundreder af ingeniører og designere. Vi kan levere one -stop service, fra produktdesign - formfremstilling - produktproduktion - produktemballage - transport. Vi har en komplet produktionskæde. Vi kan opfylde alle dine krav.
Tjenester, vi leverer:
Professionel brugerdefineret skimmeltjeneste, plastformdesign og fremstilling. Plastisk produktproduktion, produktdesign, mugdesign, blæsertilpasning, tilpasning af rotationsform, tilpasning af støbning af form. 3D -udskrivningstjenester, CNC -fremstillingstjenester, produktemballage, tilpasset emballage, forsendelsestjenester.










Vi overholder altid principperne for kvalitet først og tid først. Mens de giver kunderne produkter af højeste kvalitet, prøv at maksimere produktionseffektiviteten og forkorte produktionstiden. Vi er stolte af at fortælle enhver kunde, at vores virksomhed ikke har mistet nogen kunde siden det er etableret. Hvis der er et problem med produktet, vil vi søge en løsning aktivt og tage ansvar til slutningen.

FAQ
Q1: Er du handelsfirma eller producent?
A: Vi er producenter.
Q2. Hvornår kan jeg få citatet?
A: Vi citerer normalt inden for 2 dage efter, at vi har fået din forespørgsel.
Hvis du er meget presserende, skal du ringe til os eller fortælle os i din e -mail, så vi først kan citere for dig.
Q3. Hvor lang er ledetiden for skimmel?
A: Det hele afhænger af produkternes størrelse og kompleksitet. Normalt er ledelsestiden 25 dage.
Q4. Jeg har ingen 3D -tegning, hvordan skal jeg starte det nye projekt?
A: Du kan levere os en støbningsprøve, vi hjælper dig med at afslutte 3D -tegningsdesignet.
Q5. Før afsendelse, hvordan kan man sikre dig, at produkternes kvalitet?
A: Hvis du ikke kommer til vores fabrik og ikke har tredjepart til inspektion, vil vi være som din inspektionsarbejder.
Vi leverer dig en video til produktionsprocesdetaljer inkluderer procesrapport, produktstørrelsesstruktur og overfladedetaljer, pakningsdetaljer og så videre.
Q6. Hvad er dine betalingsbetingelser?
A: Formbetaling: 40% depositum med T/T på forhånd, 30% anden formbetaling, før du sender de første forsøgsprøver, 30% formbalance, når du er enig i de endelige prøver.
B: Produktionsbetaling: 50% depositum på forhånd, 50%, før de sender de endelige varer.
Q7: Hvordan gør du vores forretning på lang sigt og godt forhold?
A: 1. Vi holder god kvalitet og konkurrencedygtig pris for at sikre, at vores kunder drager fordel af produkter af bedste kvalitet.
2. Vi respekterer enhver kunde som vores ven og vi gør oprigtigt forretning og får venner med dem, uanset hvor de kommer fra.
Hot Tags: Støbning af injektion nylonbush, Kina, producent, leverandør, fabrik, tilpasset, engros, køb, kvalitet, seneste salg, lavet i Kina
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.








