

Hjem
>
Produkt > Kernetilpasningstjeneste > Brugerdefineret støbning > Injektionsstøbningstjeneste klar plastik sag
Produkt
- Kernetilpasningstjeneste
- Sundhedspleje
- Elektroniske apparater og instrumenter
- Forme til mødre og børn
- Fritidssport
- Boligindretning Art
- Auto tilbehør
- Transport og lager
- Belysningsarmaturer
- Byggeudstyr
- Emballage produkt
- Uddannelse og laboratorier
- Bagagetilbehør til tøj
- Pleje og rengøringsmidler
- Landbrug & Skovbrug
- Mekanisk udstyr
- Kæledyrsartikler
- Køkkengrej









Injektionsstøbningstjeneste klar plastik sag
Ningbo (P&M) Plastic Metal Products Co., Ltd. har 17 års skimmelproduktionsteknologi og kan tilpasse injektionsstøbningstjeneste klar plastik. Vi leverer professionel tilpasset injektionsstøbningstjeneste Clear Plastic Case Services, og vi er en professionel injektionsstøbningstjeneste Clear Plastic Case Producent. Vi har tilstrækkelig erfaring med at vælge produktråmaterialer og formmaterialer. I processen med at tilpasse injektionsstøbningstjeneste klar plastkasse kan vores fabrik levere one-stop service. Vi har design- og produktionsfunktioner relateret til injektionsstøbningstjeneste klar plastkasse, såsom: CAD -design, skimmelproduktion, injektionsstøbning, produktion af plastproduktion, samling og andre teknologier.
Send forespørgsel
Produkt beskrivelse
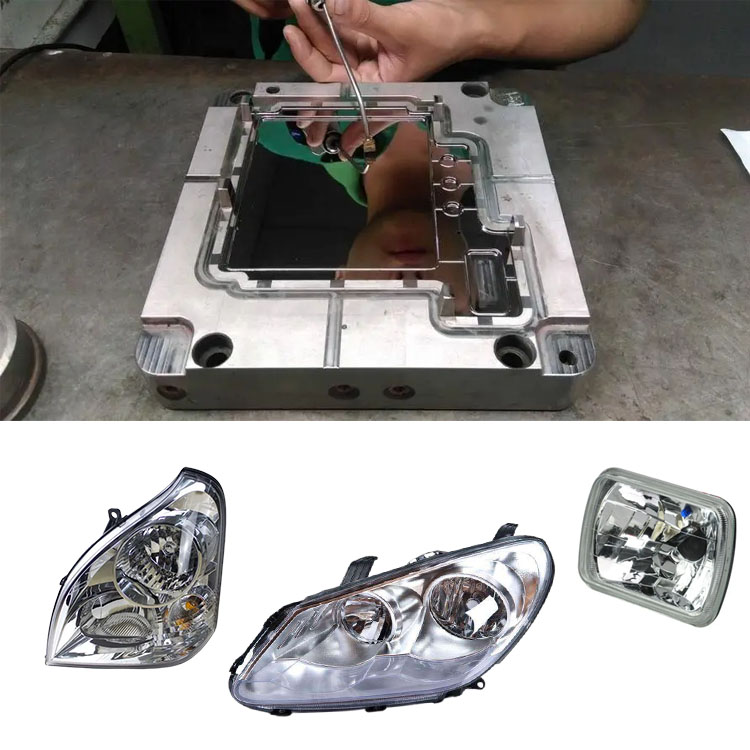
Derudover har vores firma etableret samarbejdsrelationer med plastiske råmaterialeleverandører, trykproducenter osv. For at sikre levering af råvarer og udskrivningskvalitet. Gennem vores rige oplevelse og perfekte forsyningskæde kan vores virksomhed give kunderne tilpasset injektionsstøbningstjeneste Clear Plastic Case-produkter for at imødekomme deres specifikke behov. På samme tid har vi 10 års professionel erfaring med udenrigshandel, forstå den udenrigshandelsproces og bedre tjene vores kunder. Til injektionsstøbningstjeneste Rydige plastikprodukter kan vi fremstille tilsvarende plastdele, som hovedsageligt udføres gennem injektionsforme.


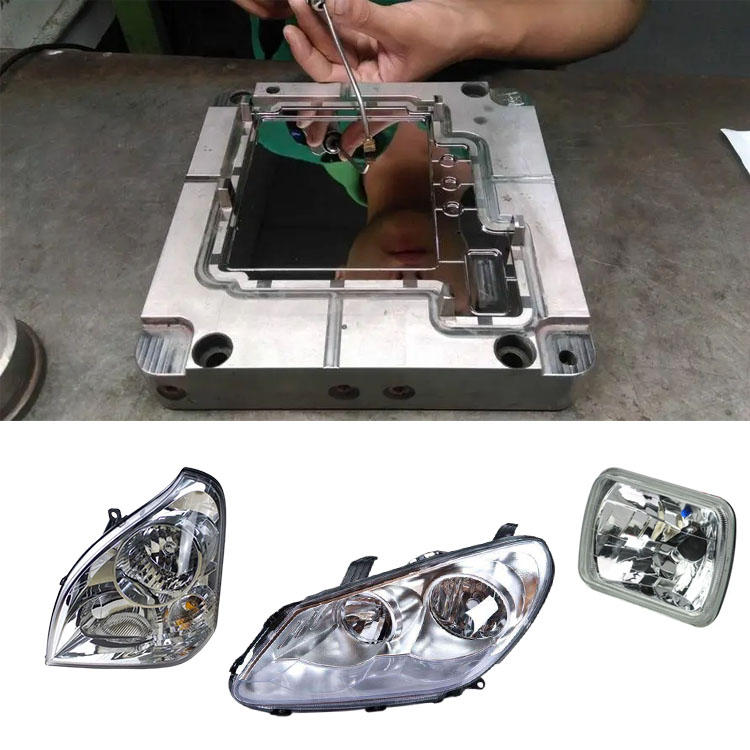

Injektionsstøbning af gennemsigtige plastkasser er en model for form af optisk kvalitet injektionsstøbning. Det har nået de ultimative krav til gennemsigtighed, renhed, ingen intern stress og ingen mangler. Enhver mindre mangel vil blive uendeligt forstørret på den gennemsigtige del.
Følgende er en detaljeret professionel proces til injektionsstøbning af gennemsigtige plastkasser, der strengt overholder højstandardkrav til optiske produkter.
Professionel proces til injektionsstøbning af gennemsigtige plastkasser
Fase et: Valg af materiale og forbehandling
Dette er hjørnestenen, der bestemmer den endelige gennemsigtige virkning, og "renhed" er kernebehovet.
Valg af materiale
Polycarbonat (PC): Det foretrukne materiale til høj styrke og høj påvirkningsmodstand. Den har fremragende sejhed og høj varmebestandighed (op til 120 ℃) og er vidt brugt i kasser, der kræver stødmodstand og desinfektionsfunktioner (såsom medicinske udstyrsbokse og elektriske apparatshus). Ulemperne er, at det er tilbøjeligt til at stresse revner og kan blive lidt gul efter langvarig UV-eksponering.
Polymethylmethacrylat (PMMA/akryl): Kongen af gennemsigtighed (over 92%). Det har ekstremt højglans, høj hårdhed, er ridsebestandig, har god vejrbestandighed og er ikke tilbøjelig til at gulne. Ulempen er, at det er sprødt og har dårlig påvirkningsmodstand. Det bruges ofte i avancerede displaybokse og kosmetisk emballage.
Polyethylen terephthalat (PET/APET): Høj gennemsigtighed, høj stivhed, sikkerhed i fødevarekvalitet. Det har god kemisk stabilitet og bruges ofte i fødevareemballagekasser og kosmetiske kasser. Det er mere sprødt end PC og PMMA.
Polypropylen (PP): Der er gennemsigtige modificerede kvaliteter (såsom gennemsigtig PP), som har de laveste omkostninger. Imidlertid er deres gennemsigtighed, hårdhed og overfladeglans alle ringere end ovenstående materialer. De bruges for det meste til daglig emballage, hvor krav til optiske ydelser ikke er høje.
Materiel forbehandling
Det skal tørres grundigt! PC, PMMA og PET har alle ekstremt stærk hygroskopicitet.
PC: Det anbefales at tørre den i en affugtende tørretumbler ved 100-120 ℃ i mere end 3-4 timer med et fugtighedsindhold på mindre end 0,02%.
PMMA/PET: Det anbefales at tørre ved 70-80 ℃ i 3-4 timer.
Rent miljø: Opbevaring og transport af råvarer skal udføres i et miljø med lavt støv. Det er bedst at bruge et centralt fodringssystem og forseglede rørledninger for at forhindre støvforurening.
Fase to: Formdesign og fremstilling
Kvaliteten af formen er 1: 1 replikeret på produktoverfladen, hvor "spejlfinish" er kernemålet.
Spejlpolering: hulrumsoverfladen skal gennemgå det højeste niveau af spejlpolering (når VDI A0 / SPI A1 -kvalitet). Enhver ridse, pinhole eller defekt vil være tydeligt synlig på produktet.
Moldstål: Det er nødvendigt at bruge høj kvalitet, urenhedsfri og fin-tekstureret polering af speciel stål, såsom S136H fra Assab fra Sverige og NAK80 fra Daido fra Japan osv.
Hot Runner System: Det anbefales stærkt at bruge nåleventiltype Hot Runners.
Fordele: Intet koldt materialehåndtag, reduktion af strømningsmærker og stress, hvilket muliggør mere præcis kontrol af trykbeholdning og opnåelse af fuldt automatiseret produktion.
Tilstrækkelig udstødning: Præcise udstødningsspalter (typisk 0,015-0,02 mm i dybden) skal tilvejebringes for at forhindre fanget luft i at forårsage sølvstrimler (materialestriber) eller charring (sorte pletter) på produkterne, som er absolut dødelige defekter på gennemsigtige dele.
Kølesystem: Det skal være meget ensartet med en veludviklet kølevandsvej for at sikre ensartede afkølingshastigheder og forhindre fordrejning eller vakuumbobler forårsaget af ujævn sammentrækning.
Gate Design: Portstørrelsen skal være stor nok til at reducere forskydningsspænding. Positionen er normalt indstillet på den ikke-ekstreme overflade eller bunden af kassen. Nogle gange bruges fanformede porte eller filmporte til at forbedre strømmen og undgå flowmærker.
Fase tre: Injektionsstøbningsproces
Processen er nøglen til at kontrollere interne stress og optiske effekter, og "høj formtemperatur og lav stress" er kerneprincippet.
Høj formtemperatur: Vedtage en relativt høj formtemperatur (for eksempel kan pc bruge 80-100 ℃, PMMA kan bruge 60-80 ℃). Høj formtemperatur er den mest afgørende parameter til at eliminere strømningsmønstre og krusninger, reducere intern stress og opnå den højeste gennemsigtighed.
Høj materialetemperatur: Under antagelsen om, at materialet ikke nedbrydes, bruges en relativt høj smeltetemperatur for at sikre god fluiditet.
Injektion af flere trin: Vedtag en injektionsmetode, der starter langsomt og derefter fremskynder. Den indledende lave hastighed forhindrer spraymærker, og den efterfølgende højhastighedsfyldning sikrer ensartet temperatur foran på smelten, undgår strømningsmærker og smelte linjer.
Holding med flere trin: En lavtryk, langvarig tryk, der holder holdkurve, vedtages for fuldt ud at kompensere for krympning, samtidig med at man undgår introduktionen af overdreven intern stress.
Tilstrækkelig køletid: Sørg for, at produktet er fuldt afkølet og indstillet til at forhindre udkast og deformation.
Fase fire: efterbehandling og ekstremkvalitetsinspektion (efterbehandling & QC
Inspektionsstandarderne for gennemsigtige dele er ekstremt strenge, og "nul tolerance" er kerneholdningen.
Efterbehandling
Udglødningsbehandling: For PC- og PMMA -produkter skal annealing udføres. Placer produktet i en konstant temperaturovn, og opvarm det i en periode ved en temperatur 10-20 ℃ lavere end dets varmeforvrængningstemperatur (afhængigt af vægtykkelsen), og afkøl den derefter langsomt. Denne foranstaltning kan effektivt eliminere intern stress, forhindre stresskrakning under fremtidig brug og forbedre dens optiske ydeevne og dimensionelle stabilitet markant.
Ultralydssvejsning: Hvis der skal foretages en kasse med et låg, bruges ultralydsvejsning ofte til at tilslutte sig de øvre og nedre låg sammen. Designet af svejsningslinjen er af vital betydning.
Ultimate kvalitetskontrol (100% fuld inspektion)
Udseende Optisk inspektion: Under en dedikeret lyskildeboks inspiceres hvert produkt fra flere vinkler af det blotte øje eller et automatiseret visuelt inspektionssystem (AOI) for at eliminere de mangelfulde produkter.
Absolut ikke tilladt: bobler, sølvstrimler, sorte pletter, urenheder.
Strengt forebyggelse: ridser, krympning, flowmærker, sprøjtelinjer, gulning og ujævn glans.
Dimensionel inspektion: Brug calipers og 2D -billedmålingsinstrumenter til at måle nøgledimensioner såsom længde, bredde, højde og vægtykkelse.
Stresstest: Påvisning udføres ved hjælp af en polarisationsspændingsmåler. Placer produktet mellem de ortogonale polarisatorer og bestem størrelsen og fordelingen af den interne stress ved at observere de resulterende farvede striber (regnbue mønstre). Dette er den mest videnskabelige og intuitive metode til at teste annealingseffekten og kvaliteten af processen.
Vi er en injektionsstøbningstjeneste, der er klar til producent af plastkasse, der leverer injektionsstøbningstjeneste af høj kvalitet, der er fremstillet af høj kvalitet, klar til at fremstille plastikkasse. Så længe du vil tilpasse/udvikle injektionsstøbningstjeneste Ryd plastikkasseprodukter, kan du finde os. Vi har professionel injektionsformdesign og moden fremstillingsteknologi, der giver dig one-stop service, fra produktdesign-form-fremstillingsproduktproduktionsproduktemballageprodukttransport, vi kan hjælpe dig i hvert link. Så længe du kommer til os, vil vi give dig den ultimative service og tilfredsstille dig med hensyn til produktkvalitet, produktionstid, informationsdialog osv.
|
Produktnavn |
Løbebåndstøbning |
|
Pls leverer |
2d, 3d, prøver eller størrelsen på Multi-vinkelbillederne |
|
Formtid |
20-35 dage |
|
Produkttid |
7-15 dage |
|
Form præcision |
+/- 0,01 mm |
|
Form Life |
50-100 millioner skud |
|
Producerende proces |
Revisionstegninger - Formstrømningsanalyse - Designvalidering - Brugerdefinerede materialer - Formforarbejdning - Kernebehandling - Elektrodeskift - løber -system Behandling - Dele -behandling og indkøb - Bearbejdning af bearbejdning - hulrum Overfladebehandlingsproces - kompleks tilstand die - hele Moldoverfladebelægning - Monteringsplade - Moldprøve - Prøvetest - Sending prøver |
|
Formhulrum |
Et hulrum, multi-hulrum eller det samme Forskellige produkter fremstilles sammen |
|
Formmateriale |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Runner System |
Hot Runner og Cold Runner |
|
Basismateriale |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Slutte |
Pitting ordet, spejl finish, Matte overflade, striae |
|
Standard |
Hasco, DME eller afhængig af |
|
Hovedteknologi |
Fræsning, slibning, CNC, EDM, ledning Skæring, udskæring, EDM, drejebænke, overfladefinish osv. |
|
Software |
CAD, Pro-E, UG Design Tid: 1-3 dage (normale omstændigheder) |
|
Produktmateriale |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Kvalitetssystem |
ISO9001: 2008 |
|
Etablere tid |
20 dage |
|
Udstyr |
CNC, EDM, afskæring Maskine, plastikmaskiner osv. Plastikkuffert form Zhe Jiang |


Plastikinjektionsformning

Specifikationer for plaststøbning

Skimmeldesign:




Transaktionsproces:

Formprøvning:


Produktemballage

Fabrik
Vi er brugerdefineret plastikformfabrik. Vores fabrik er plastikinjektionsformproducent. Vi har 17 års erfaring med professionel brugerdefineret plastikform og 10 års erfaring med udenrigshandel. Vi er brugerdefineret plastikformeleverandør. Vi kan levere brugerdefineret plastformstjeneste. Vores fabrik kan fremstille de injektionsformede plastdele, og kvaliteten af produkterne tilfredsstiller dig.
Vi har mere end 50 avancerede maskiner og hundreder af ingeniører og designere. Vi kan levere one -stop service, fra produktdesign - formfremstilling - produktproduktion - produktemballage - transport. Vi har en komplet produktionskæde. Vi kan opfylde alle dine krav.
Tjenester, vi leverer:
Professionel brugerdefineret skimmeltjeneste, plastformdesign og fremstilling. Plastisk produktproduktion, produktdesign, mugdesign, blæsertilpasning, tilpasning af rotationsform, tilpasning af støbning af form. 3D -udskrivningstjenester, CNC -fremstillingstjenester, produktemballage, tilpasset emballage, forsendelsestjenester.










Vi overholder altid principperne for kvalitet først og tid først. Mens de giver kunderne produkter af højeste kvalitet, prøv at maksimere produktionseffektiviteten og forkorte produktionstiden. Vi er stolte af at fortælle enhver kunde, at vores virksomhed ikke har mistet nogen kunde siden det er etableret. Hvis der er et problem med produktet, vil vi søge en løsning aktivt og tage ansvar til slutningen.

FAQ
Q1: Er du handelsfirma eller producent?
A: Vi er producenter.
Q2. Hvornår kan jeg få citatet?
A: Vi citerer normalt inden for 2 dage efter, at vi har fået din forespørgsel.
Hvis du er meget presserende, skal du ringe til os eller fortælle os i din e -mail, så vi først kan citere for dig.
Q3. Hvor lang er ledetiden for skimmel?
A: Det hele afhænger af produkternes størrelse og kompleksitet. Normalt er ledelsestiden 25 dage.
Q4. Jeg har ingen 3D -tegning, hvordan skal jeg starte det nye projekt?
A: Du kan levere os en støbningsprøve, vi hjælper dig med at afslutte 3D -tegningsdesignet.
Q5. Før afsendelse, hvordan kan man sikre dig, at produkternes kvalitet?
A: Hvis du ikke kommer til vores fabrik og ikke har tredjepart til inspektion, vil vi være som din inspektionsarbejder.
Vi leverer dig en video til produktionsprocesdetaljer inkluderer procesrapport, produktstørrelsesstruktur og overfladedetaljer, pakningsdetaljer og så videre.
Q6. Hvad er dine betalingsbetingelser?
A: Formbetaling: 40% depositum med T/T på forhånd, 30% anden formbetaling, før du sender de første forsøgsprøver, 30% formbalance, når du er enig i de endelige prøver.
B: Produktionsbetaling: 50% depositum på forhånd, 50%, før de sender de endelige varer.
Q7: Hvordan gør du vores forretning på lang sigt og godt forhold?
A: 1. Vi holder god kvalitet og konkurrencedygtig pris for at sikre, at vores kunder drager fordel af produkter af bedste kvalitet.
2. Vi respekterer enhver kunde som vores ven og vi gør oprigtigt forretning og får venner med dem, uanset hvor de kommer fra.
Hot Tags: Injektionsstøbningstjeneste klar plastikkasse, Kina, producent, leverandør, fabrik, tilpasset, engros, køb, kvalitet, seneste salg, lavet i Kina
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.








