

Kold løber og varm løber
Forskellen mellem kold løber og varm løber
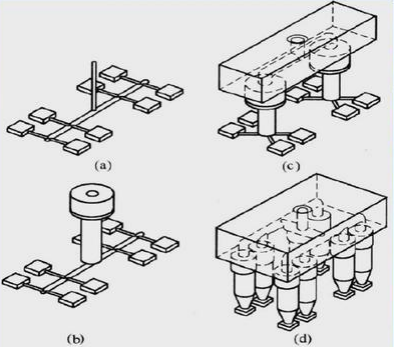
1. Spar materialeomkostninger: Affaldet, der genereres af koldløbskanalen og porten, er meget stort, især jo større delvolumenet er, jo mere affald er der på grund af den lange kanal. Noget af dette affald kan genbruges, mens andet ikke kan. Selvom de kan genbruges, er materialets omfattende ydeevne stærkt reduceret, og der kræves genbrugsudstyr.
2. Forbedre produktionseffektiviteten: Støbecyklussen af sprøjtestøbte dele = - injektionstid + holdetid + afkølingstid + udkastningstid + trimningstid. Den længste af disse er afkølingstiden. I plastforme gælder det, at jo tykkere produktets væg er, jo længere er afkølingstiden. Da den kolde løber skal tilføre flere formhulrum eller flere hældepunkter på samme tid, er vægtykkelsen af produktet i den kolde løber normalt større end tykkelsen af selve det sprøjtestøbte produkt. Fordi der er en køletidsforskel mellem koldløbersmelten og det sprøjtestøbte produkt, vil køletiden blive forkortet, hvis koldløberen elimineres. Forskellen i indsprøjtningstid er også et aspekt ved at bruge varme løbere i stedet for kolde løbere. Forskellen i indsprøjtningstid tilskrives den ekstra tid, der kræves for at fylde den kolde løber. Det skyldes, at koldløbeformen øger sprøjtestøbemaskinens åbne-/lukkeslag, og stigningen i slaglængde er for at sikre en sikker udkastning af koldløberen. Produkter støbt med varme løbere er mere velegnede til automatisk fjernelse af produkter. Da der ikke er nogen interferens fra kolde løbere ved produktfjernelse, kan tiden for sekundære manuelle operationer ved sprøjtestøbning, såsom adskillelse af produkter fra skinner, produkttrimning og emballering, forkortes betydeligt eller helt elimineres. Dermed forbedres produktionskapaciteten pr. tidsenhed, det vil sige, at produktionseffektiviteten forbedres.
3. Forbedre kvaliteten af dele: Brugen af varme løbere kan effektivt forbedre overfladekvaliteten og de mekaniske egenskaber af produkter, i høj grad forbedre vridningsdeformationen af tyndvæggede dele og sikre den ensartede kvalitet af sprøjtestøbte dele i forme med flere hulrum .
Især har nåleventildysen en mere indlysende effekt på at forbedre udseendekvaliteten af sprøjtestøbte produkter. Dens vigtigste fordele er: ingen gate-rester efterlades på produktet. Evnen til at bruge en port med større diameter kan fremskynde hulrumsfyldning, yderligere reducere injektionstrykket og reducere produktdeformation. Det kan forhindre trådtræk og savlen ved åbning af formen: Når sprøjtestøbemaskinens skrue trækker sig tilbage, kan det forhindre materialet i at blive suget tilbage fra hulrummet.

De fleste af vores små og mellemstore plastikdele såsom bilfor- og baglygter, elektronisk termometer, helsemassageprodukter til hjemmet osv. bruger generelt kolde løbere. For nogleElektroniske apparater og instrumenter, hvis kunder kræver højere kvalitet eller ønsker at fremskynde produktionseffektiviteten, vil vi bruge varme løbere til at lave forme. Uanset om du skal bruge varme løbere eller kolde løbere, vil vi give kunderne de bedste forslag baseret på kundekrav og produktstrukturkrav. Lad kunderne selv vælge
Tidligere:Form af vinkelløfter


