

Hjem
>
Produkt > Kernetilpasningstjeneste > Brugerdefineret form > Prøveservice for sprøjtestøbeform
Produkt
- Kernetilpasningstjeneste
- Sundhedspleje
- Elektroniske apparater og instrumenter
- Forme til mødre og børn
- Fritidssport
- Boligindretning Art
- Auto tilbehør
- Transport og lager
- Belysningsarmaturer
- Byggeudstyr
- Emballage produkt
- Uddannelse og laboratorier
- Bagagetilbehør til tøj
- Pleje og rengøringsmidler
- Landbrug & Skovbrug
- Mekanisk udstyr
- Kæledyrsartikler
- Køkkengrej










Prøveservice for sprøjtestøbeform
For Platic Injection Molding Model har Ningbo (P&M) Plastic Metal Products Co., Ltd. 18 års støbefremstillingsteknologi og 10 års eksporterfaring. Vi leverer professionelle one-stop tilpassede formtjenester og er en professionel plastformproducent. Vi kan bruge sprøjtestøbning, blæsestøbning, trykstøbning og rotationsstøbning.
Send forespørgsel
Produkt beskrivelse
Sprøjtestøbningsprøveservice er et specielt værktøj, der bruges i plastsprøjtestøbningsprocessen. I henhold til designformen og størrelsen af plastprodukter, gennem et specifikt strukturelt design, tillader det smeltede plastmaterialer at fylde formhulrummet under trykket fra en sprøjtestøbemaskine. Efter indsprøjtningsstøbningsprøveservice dannes plastprodukter, der stemmer overens med formen af formhulrummet. Kort sagt er det kerneudstyret til masseproduktion af plastprodukter, der bestemmer præcisionen, udseendet og ydeevnen af sprøjtestøbningsprøveservice.
Prøvetjeneste for sprøjtestøbeform Introduktion
A, Klassificering af sprøjtestøbeprøveservice
1. Klassificering efter skimmelstruktur
(1) To-plade form
To-plade formen er en af de enkleste i struktur og mest udbredte typer i plastsprøjtestøbningsmodeller. Dens formstruktur består hovedsageligt af to dele: den faste form og den bevægelige form. Portsystemet er normalt anbragt på den faste formside, og formhulrummene er henholdsvis placeret på den faste form og den bevægelige form. Når formen er lukket, passer den faste form og den bevægelige form tæt, og smeltet plast sprøjtes ind i hulrummet gennem portsystemet; Når støbeformen åbnes, bevæger den bevægelige støbeform sig med sprøjtestøbemaskinen, plastproduktet adskilles fra den faste støbeform sammen med den bevægelige støbeform, og derefter udstødes produktet fra den bevægelige støbeform gennem udkastningsmekanismen. To-plades forme er velegnede til plastprodukter med enkel struktur og lave krav til målnøjagtighed, såsom plastkasser og -kopper til daglige fornødenheder.
(2) Tre-plades form
Trepladeformen tilføjer en indløbsplade (også kaldet en portplade) på basis af topladeformen, så hele formen er sammensat af tre dele: den faste formbundplade, indløbspladen og den bevægelige formbundplade. Dens største egenskab er, at portsystemet og plastproduktet automatisk kan adskilles, når formen åbnes, uden efterfølgende manuel trimning af porten, hvilket forbedrer produktionseffektiviteten. Portsystemet til trepladeformen er anbragt mellem indløbspladen og den faste form, og formhulrummet er placeret mellem den faste form og den bevægelige form. Når formen åbnes, skilles først indløbspladen fra den faste form, og portsystemets kondensat efterlades på indløbspladesiden; når støbeformen åbnes yderligere, adskilles den faste støbeform fra den bevægelige støbeform, plastproduktet bevæger sig med den bevægelige støbeform, og til sidst udstødes produktet af udkastningsmekanismen. Tre-plade forme er velegnede til scenarier, der kræver pin gate fodring og har høje krav til produktets udseende, såsom elektroniske produkthuse og præcisionsdele.
2. Klassificering efter plastproduktoutput
(1)Single-Cavity Form
En støbeform med enkelt hulrum har kun én støbeform, og der kan kun fremstilles ét plastprodukt i hver sprøjtestøbeproces. Denne type form har en enkel struktur, kort design og fremstillingscyklus og lave omkostninger. Den er velegnet til små-batch-produktion, prøveproduktion eller store og komplekse plastprodukter, såsom store plastomsætningskasser og bilkofangere. Da der kun produceres ét produkt hver gang, er trykfordelingen i formen ensartet, hvilket bedre kan sikre præcisionen og kvaliteten af et enkelt produkt.
(2)Multi-Cavity Form
En form med flere hulrum indeholder to eller flere formhulrum, og flere plastprodukter kan produceres samtidigt i en sprøjtestøbeproces, hvilket kan forbedre produktionseffektiviteten betydeligt og reducere produktionsomkostningerne pr. enhedsprodukt. Det er meget udbredt i masseproducerede små plastprodukter, såsom plastikflaskehætter, knapper og elektroniske komponenthylstre. Når man designer en form med flere hulrum, er det nødvendigt at sikre ensartet fodring og ensartet afkøling af hvert hulrum for at sikre ensartethed i størrelsen og ydeevnen af alle produkter. Et afbalanceret portsystem er normalt vedtaget for at tillade smeltet plast at fylde hvert hulrum samtidigt og ensartet.
B、 Strukturel sammensætning af sprøjtestøbningsprøveservice
1. Portsystem
Portsystemet er en kanal, der introducerer smeltet plast fra sprøjtestøbemaskinens dyse ind i formhulrummet, hovedsageligt sammensat af indløbet, løberen, porten og koldsneglen. Indløbet er den del, der forbinder sprøjtestøbemaskinens dyse og løberen, og dens størrelse og form skal passe til dysen for at sikre en jævn strøm af plastik; løberen bruges til at fordele plasten i indløbet til hvert hulrum; porten er en lille kanal, der forbinder løberen og hulrummet, som styrer plastikkens injektionshastighed og tryk og samtidig letter adskillelsen af portsystemet og produktet, når formen åbnes; koldsneglebrønden bruges til at opsamle lavtemperaturplastikken ved forenden under sprøjtestøbningsprocessen for at forhindre koldt materiale i at trænge ind i hulrummet og påvirke produktkvaliteten.
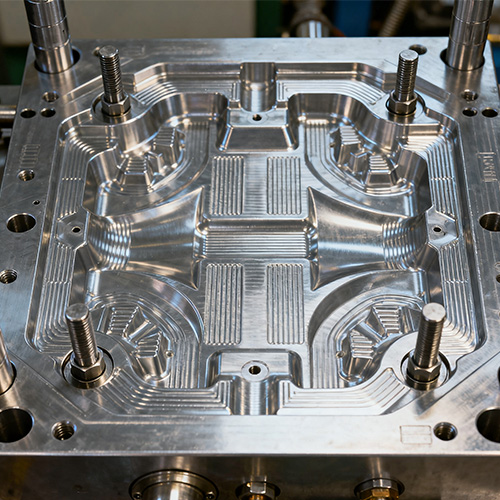
2. Støbningsdele
Støbedele er nøglekomponenter, der direkte kommer i kontakt med den smeltede plast og bestemmer formen og størrelsen af plastproduktet, hovedsageligt inklusive hulrummet og kernen. Hulrummet er den del i formen, der danner den ydre overflade af plastproduktet, og dens form stemmer overens med produktets ydre kontur; kernen er den del, der danner den indvendige overflade af produktet eller strukturer såsom huller og riller. Støbedele skal have høj hårdhed, slidstyrke og høj temperaturbestandighed for at modstå trykket og friktionen af plastsmelten og sikre dimensionsstabilitet under langvarig brug. Fælles materialer til støbning af dele omfatter formstål såsom P20, 718H og H13. Passende materialer udvælges i henhold til produktets materiale- og præcisionskrav, og tilsvarende varmebehandling (såsom bratkøling og temperering) udføres for at forbedre deres ydeevne.
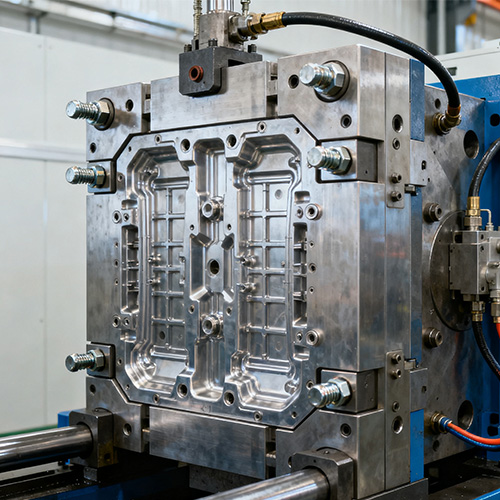
3. Vejlednings- og positioneringsmekanisme
Styrings- og positioneringsmekanismen bruges til at sikre, at den faste form og den bevægelige form kan justeres nøjagtigt under formens lukning og åbningsprocessen, hvilket forhindrer produktstørrelsesafvigelse eller skimmelskader på grund af fejljustering. Det omfatter hovedsageligt styresøjler og styrebøsninger. Normalt er styresøjlerne installeret på den bevægelige formside, og styrebøsningerne er installeret på den faste formside. En præcis pasform (såsom H7/f7) er vedtaget mellem styrestolperne og styrebøsningerne. Når formen er lukket, indsættes styresøjlerne i styrebøsningerne for at give vejledning til formens bevægelse; samtidig er nogle forme også udstyret med positioneringsstifter eller positioneringsblokke for yderligere at forbedre positioneringsnøjagtigheden af den faste form og den bevægelige form, hvilket er særligt velegnet til forme med høje krav til produktpræcision.
4. Udstødningsmekanisme
Udstødningsmekanismens funktion er at udstøde det afkølede og størknede plastprodukt fra formhulrummet (normalt den bevægelige form), efter at formen er åbnet, så produktet kan tages ud. Almindelige udstødningsmekanismer omfatter ejektorstifter, ejektorhylstre, ejektorplader og ejektorblokke. Ejektorstifter er de mest anvendte udkastningskomponenter, med en enkel struktur og nem installation, velegnet til de fleste plastprodukter; ejektorhylstre er velegnede til cylindriske eller ringformede produkter, hvilket kan få produktet til at bære ensartet kraft og undgå deformation; ejektorplader (også kaldet udstødningsplader) er velegnede til store, tyndvæggede eller kompleksformede produkter, hvilket sikrer, at produktet ikke deformeres gennem den samlede udstødning; ejektorblokke bruges til lokal udkastning af produkter med specielle former. Designet af udstødningsmekanismen skal være baseret på produktets form, struktur og materialeegenskaber for at sikre ensartet udstødningskraft og rimelig udstødningsposition og undgå at beskadige produktet.
5. Kølesystem
Kølesystemet bruges til at fjerne varmen fra den smeltede plast i formhulrummet, så plasten kan afkøles og størkne hurtigt, hvilket forkorter støbecyklussen, forbedrer produktionseffektiviteten og sikrer samtidig plastproduktets dimensionelle nøjagtighed og udseendekvalitet. Kølesystemet er normalt en kølevandskanal, der åbnes på den faste form og den bevægelige form af formen. Vandkanalens placering, form og størrelse skal designes i overensstemmelse med produktets form og tykkelse for at sikre ensartet afkøling af alle dele af produktet. Generelt skal kølevandskanalen være så tæt på hulrummets overflade som muligt og holde en vis afstand fra hulrummets kontur for at undgå at påvirke formstyrken; for tykvæggede produkter er det nødvendigt at øge antallet af vandkanaler passende eller forlænge køletiden for at sikre tilstrækkelig afkøling inde i produktet; for tyndvæggede produkter kan afstanden mellem vandkanalerne reduceres passende for at fremskynde afkølingshastigheden. Kølemediet bruger normalt vand, og i nogle tilfælde bruges også andre medier såsom olie.
C、 Design nøglepunkter i plastsprøjtestøbningsmodel
1. Produktstrukturanalyse
Før formdesign er det nødvendigt at udføre en detaljeret analyse af plastproduktets struktur, herunder strukturelle egenskaber såsom form, størrelse, vægtykkelse, filet, hul og rille af produktet. For det første skal produktets vægtykkelse være ensartet for at undgå for store forskelle i vægtykkelsen, fordi ujævn vægtykkelse vil føre til inkonsekvente plastikkølehastigheder, generere indre spændinger og derefter forårsage defekter såsom produktdeformation og krympningshulrum; for det andet bør rimelige fileter sættes i hjørnerne af produktet, hvilket ikke kun kan undgå stresskoncentration og forbedre produktets styrke, men også lette plastikflow og formbehandling; for hullerne og rillerne på produktet skal der desuden tages hensyn til deres placering, størrelse og dybde for at sikre, at formen kan formes glat, og samtidig lette efterfølgende udstødning og fjernelse.
2. Materialevalgstilpasning
Valget af formmaterialer skal være foreneligt med plastproduktets materialeegenskaber. Hvis plastproduktet bruger et materiale med stærk korrosion (såsom PVC), bør formstøbningsdelene vælge formstål med god korrosionsbestandighed (såsom H13) og gennemgå overfladebehandling (såsom forkromning) for at forhindre, at formen bliver korroderet; hvis plastproduktet kræver høj overfladefinish (såsom gennemsigtige plastdele), skal formstøbningsdelene gennemgå højpræcisionspoleringsbehandling og samtidig vælge materialer med god poleringsevne (såsom 718H); til forme, der bruges i masseproduktion, skal formdelene vælge materialer med høj slidstyrke for at forlænge formens levetid; til forme, der anvendes i små-batch-produktion eller prøvestøbning, kan materialer med lavere omkostninger (såsom P20) vælges for at reducere produktionsomkostningerne.
3. Tilpasning af procesparametre
Formdesign skal fuldt ud overveje sprøjtestøbningsprocesparametre, såsom injektionstryk, injektionshastighed, formtemperatur, køletid osv., for at sikre, at formstrukturen kan tilpasse sig kravene til disse procesparametre.
Prøvetjeneste for sprøjtestøbeform (specifikation)
|
Skimmelsvamp navn |
Prøveservice for sprøjtestøbeform |
|
Vi lover |
Alt sammen kundecentreret, aldrig for kortsigtet profit, og sælge langsigtede fordele |
|
Vi producerer |
Form, prototype, sprøjtestøbning, produktmontage, overfladetryk, sprøjtning af overfladeintegration |
|
Giv venligst |
2D, 3D, prøver eller størrelsen af multi-vinkel billeder |
|
Skimmeltid |
Cirka 25 arbejdsdage |
|
Produkt tid |
7-15 dage |
|
Modepræcision |
±0,1 mm |
|
Skimmelsvamp liv |
50-100 millioner skud |
|
Produktionsproces |
Revisionstegninger - formflowanalyse - designvalidering - Custom Materials - Formbearbejdning - kernebehandling - elektrodebearbejdning - Bearbejdning af løbesystemer - bearbejdning og indkøb af dele - bearbejdningsaccept - hulrumsoverfladebehandlingsproces - kompleks tilstand Matrice - Hele formoverfladebelægningen - Monteringsplade - formprøve - prøvetest - afsendelse af prøver |
|
Skimmelhule |
Et hulrum, flere hulrum eller samme forskellige produkter fremstilles sammen |
|
Formmateriale |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Løber system |
Varm løber og kold løber |
|
Grundmateriale |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Slutte |
Pitting ordet, spejlfinish, mat overflade, striae |
|
Standard |
HASCO, DME eller afhængig af |
|
Slank teknologi |
Fræsning, slibning, CNC, EDM, trådskæring, udskæring, EDM, drejebænke, overfladefinish mv. |
|
Software |
CAD,PRO-E,UG Designtid: 1-3 dage (normale omstændigheder) |
|
Produktmateriale |
Fødevaregodkendte plastråvarer |
|
Oprindelse |
Fremstillet i Kina |
Tilpasningsproces








Fabrik & Om USA
NingBo Plastic Metal Product Co.,Ltd (P&M) er beliggende i Yuyao, den såkaldte Mold City, Plastic Kingdom, i den sydlige spids af Hangzhou Bay Bridge, nord for Shanghai, øst for Ningbo Port, tæt dobbelt linje af State Road 329 på land-, sø- og lufttrafikken ind i et netværk for at lette transporten.
Med den rigelige tekniske styrke, videnskabelige forvaltningsmetoder og god eftersalgsservice, er produktet dybt betroet og hilst velkommen af kunder fra hele verden. P&M har et forbedret system for udvikling og produktion for at opnå formdesign, fremstilling af plastprodukter og automatisk produktion. Vores hovedprodukter er design og fremstilling af plastforme, plastprodukter, metalprodukter. 90% produkter af vores virksomhed eksporteres til Amerika, Europa, Tyskland, Japan, Australien osv. I mange år har virksomheden været engageret i forskning i råmaterialer. Virksomheden har sit eget varemærke og snesevis af patenter, hvilket giver mere bekvem teknisk support til fremstilling af forme og produktproduktion. P&M startede indenlandsk virksomhed fra 2008, opkaldt Shundi Mold Factory. Og åbnede det internationale marked fra 2014. Vi overholder altid principperne om kvalitet først og gang først. Mens du giver kunderne produkter af højeste kvalitet, så prøv at maksimere produktionseffektiviteten og forkorte produktionstiden. Vi er stolte af at fortælle hver kunde, at vores virksomhed ikke har mistet nogen kunde siden etableringen. Hvis der er et problem med produktet, vil vi aktivt søge en løsning og tage ansvar til det sidste.
P&M overholder markedsorienteret til quanlity af livet og fokus på kvalitetsservice og kontinuerlig udvikling af nye produkter, fast besluttet på at etablere et bedre corporate image, og vores venner i ind-og udland til at udføre en bred vifte af forretningsudveksling og samarbejde, skabe strålende.






Pakning
Pakning efter dine behov
1. Med fly, det tager 3-7 dage for levering.
Varerne kan sendes med DHL, Fedex, UPS.
2. Til søs er leveringstiden baseret på din havn.
Til sydøstasiatiske lande tager det omkring 5-12 dage.
Til lande i Mellemøsten tager det omkring 18-25 dage.
Til europæiske lande tager omkring 20-28 dage.
Til amerikanske lande tager det omkring 28-35 dage.
Til Australien tager det omkring 10-15 dage.
Til afrikanske lande tager omkring 30-35 dage.
P&M Bike dele, centreret omkring børn, balancerer sikkerhed, sundhed og sjov med det formål at tilføje en lys farve til børns smukke barndom. Vi ser frem til at arbejde sammen med dig for at tjene vores børn.
Stien til et barns vækst er brolagt med mursten og fliser.


FAQ
1.Hvem er vi?
Vi er baseret i Zhejiang, Kina, starter fra 2014, sælger til Nordamerika (30,00%), Sydeuropa (10,00%), Nordeuropa (10,00%), Centralamerika (10,00%), Vesteuropa (10,00%), Mellemøsten (10,00%) (10,00%) (10,00%), Sydeuropa (00,00%). Der er i alt omkring 51-100 personer på vores kontor.
2.Hvordan kan vi garantere kvalitet?
Altid en præproduktionsprøve før masseproduktion;
Altid sidste inspektion før forsendelse;
3. Hvad kan du købe hos os?
Form, Plastprodukt, Metalprodukt, Dentalprodukt, CNC-bearbejdning.
4.Hvorfor skal du købe fra os og ikke fra andre leverandører?
Vi laver hovedsagelig alle former for 3d-design, 3d-print og metalforme i plastik og produkter. Vi har vores egen ingeniør og fabrik. One-stop levering: 3d design - 3d print - formfremstilling - plastik injektion.
5. Hvilke tjenester kan vi levere?
Accepterede leveringsbetingelser: FOB,CFR,CIF,EXW,FCA,DDP,DDU;
Accepteret betalingsvaluta: USD, EUR;
Accepteret betalingstype: T/T, L/C, PayPal, Western Union, Escrow;
Talte sprog: engelsk, kinesisk, spansk, fransk, russisk.
6. Hvad er egenskaberne ved din tjeneste?
1. Din forespørgsel relateret til vores produkter eller priser vil blive besvaret inden for 24 timer.
2. Veluddannede og erfarne medarbejdere til at besvare alle dine forespørgsler på flydende engelsk.
3. Tilbyde støtte til at løse problemet i ansøgnings- eller salgsperioden.
4. Konkurrencedygtige priser baseret på samme kvalitet.
5. Garanterer prøvekvalitet samme som masseproduktionskvalitet.
Hot Tags: Prøveservice for sprøjtestøbeform, Kina, producent, leverandør, fabrik, tilpasset, engros, køb, kvalitet, seneste salg, fremstillet i Kina
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.








